
Screening conveyors, also known as screen conveyors, are versatile material handling systems that combine the functions of conveying and screening into a single, efficient unit. These conveyors are designed to transport bulk materials while simultaneously sorting and separating them by size through integrated screening mechanisms.
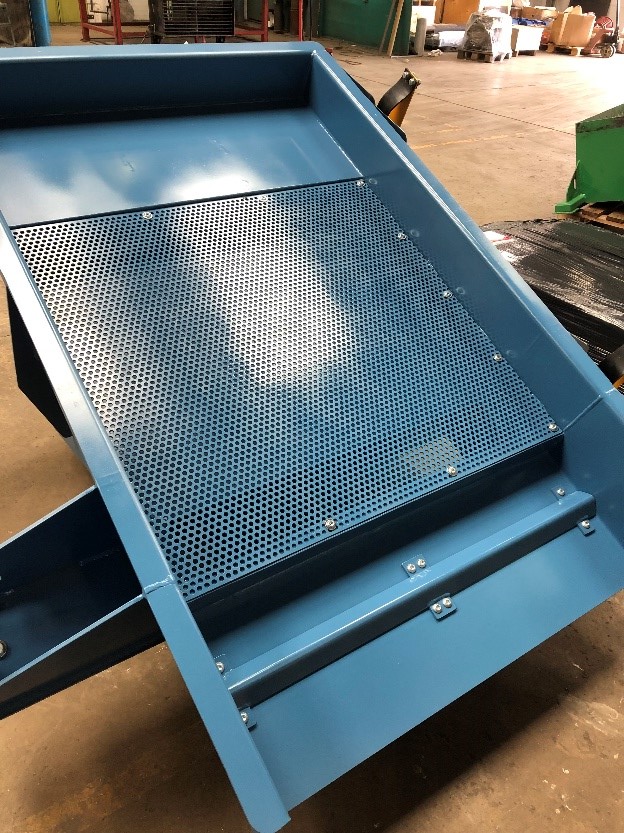
The screening process is achieved by vibrating the conveyor surface, which is equipped with perforated or mesh screens that allow smaller particles to pass through while larger particles continue along the conveyor path. This dual functionality makes screening conveyors particularly valuable in industries such as mining, agriculture, recycling, and food processing, where sorting materials by size is crucial for subsequent processing steps.

The benefits of screening conveyors extend beyond simple material transport. By integrating screening directly into the conveying process, these systems enhance operational efficiency and reduce the need for additional screening equipment, saving both space and costs. The ability to customize the screen sizes and conveyor lengths allows screening conveyors to be tailored to specific application requirements, ensuring optimal performance for various materials and processing conditions.
Moreover, the vibratory motion used in screening conveyors not only facilitates effective material separation but also helps to prevent blockages and build-ups, maintaining a smooth and continuous flow. This reliability, combined with their low maintenance needs and robust construction, makes screening conveyors a highly effective solution for streamlining material handling and improving overall productivity in diverse industrial environments.





